Équipement expérimental
Le traitement des électrodes peut être divisé en cinq sections principales : mélange de poudre sèche, mélange humide, préparation du substrat, application du film et séchage.
L'équipement et les stations de préparation utilisés dans cette étude sont présentés ici. Un aperçu visuel de l'installation expérimentale ETSL peut être vu dans la figure 2.
Le substrat d'électrode et la station de préparation de la suspension sont illustrés à la figure 3. Le mélangeur IKAtube illustré assure la dispersion uniforme des composants de l'électrode (matière active, additif conducteur et liant) dans la suspension.
La station de préparation de liant et de mélange de poudre sèche est illustrée à la figure 4. La haute précision de l'échelle Ohaus garantit des mesures précises et de haute précision pour la détermination des propriétés critiques de l'électrode, telles que la capacité spécifique. Le micromètre numérique (en étui) permet de déterminer les épaisseurs de film par incréments de 0,001 mm.
Le four à vide et l'applicateur de film sont illustrés à la figure 5.
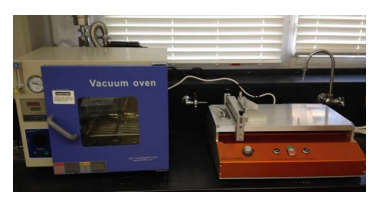
Figure 5. Four à vide Tmaxcn et applicateur de film Elcometer.
Le four à vide est capable d'atteindre des températures allant jusqu'à 250C avec une plage de pression de -0,1 Mpa ~ 0 Mpa (pression atmosphérique). Le four permet un séchage rapide en deuxième étape des feuilles d'électrodes, tout en éliminant également toutes les bulles présentes à la surface de la feuille d'électrodes. L'applicateur de film (utilisé en conjonction avec la racle illustrée) assure une coulée d'électrode lisse et uniforme. 11 vitesses de déplacement prédéfinies sont disponibles, de 0,5 à 10 cm par seconde. Enfin, notre sertisseuse à pile bouton (Xiamen Tmaxcn Inc.) est illustrée à la figure 6 dans notre boîte à gants sous vide (Xiamen Tmaxcn Inc.). La boîte à gants a un environnement d'argon pur avec des niveaux d'O2 et de H2O maintenus en dessous de 0,5 ppm à tout moment. La sertisseuse (qui scelle les piles boutons) peut être utilisée sur les piles boutons CR2032, CR2025 et CR2016.
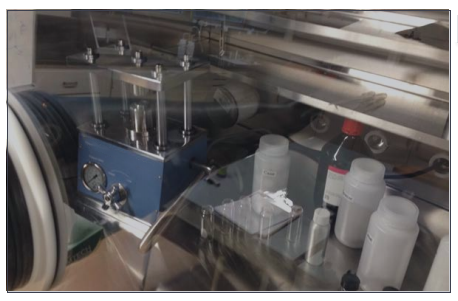
Figure 6. Pince à sertir à pile bouton illustrée dans la boîte à gants.
Après avoir finalisé la construction des piles boutons, elles sont caractérisées électrochimiquement via l'utilisation des systèmes ARBIN BT2000 et VMP3 illustrés à la figure 7.
Préparation de la cathode et de la pile bouton
Passant à la construction de la cellule, la cathode est d'abord centrée dans le boîtier de la pile bouton. Ensuite, plusieurs gouttes d'électrolyte sont appliquées sur la surface de l'électrode. Une quantité suffisante d'électrolyte doit être appliquée de sorte que la surface de l'électrode soit mouillée et qu'un anneau d'électrolyte puisse être observé sur le bord extérieur du boîtier de la pile bouton. Ensuite, un seul séparateur de diamètre ¾ ”est appliqué sur la surface. Il faut veiller à bien centrer l'électrode et éviter la formation de bulles sous le séparateur PP PE. Toutes les bulles qui sont piégées peuvent être expulsées à l'aide du bord plat d'une pince à épiler. Si l'électrode sort du centre, le boîtier peut être saisi par la lèvre et légèrement tapoté pour forcer l'électrode en position. Une ou deux gouttes supplémentaires d'électrolyte peuvent être appliquées pour permettre un meilleur mouvement de l'électrode si elle colle à sa position d'origine. Ensuite, le joint est placé dans la cellule. Après avoir appliqué quelques gouttes d'électrolyte supplémentaires, la contre-électrode au lithium peut être placée, ainsi que le boîtier de la pile bouton. La cellule est ensuite remplie à ras bord d'électrolyte et le capuchon est soigneusement placé sur le dessus. Des précautions doivent être prises pour éviter une perte excessive d'électrolyte. Le capuchon peut ensuite être enfoncé à l'aide du pouce, puis transporté vers la pince à sertir à l'aide d'une pince à épiler. Après avoir placé la cellule dans les rainures des pinces à sertir, la pression peut être appliquée jusqu'à 900-1000 psi puis relâchée. La cellule doit apparaître comme illustré à la Figure 14, sans bords cassés. Un schéma supplémentaire du placement des composants de la cellule peut être vu dans la figure 15.
 fr
fr en
en de
de ru
ru es
es pt
pt ko
ko tr
tr pl
pl th
th






 réseau ipv6 pris en charge
réseau ipv6 pris en charge



